


หล่อการผลิตบูชบรอนซ์วันนี้
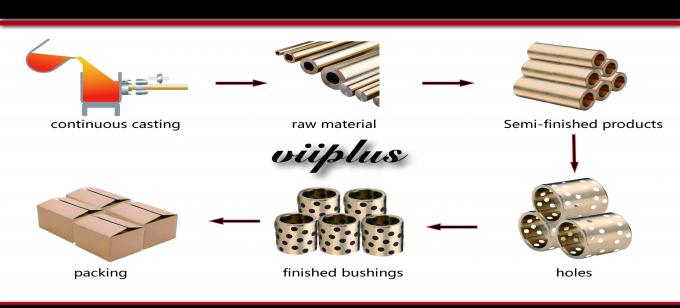
หล่อ BRONZE PLUGGED GRAPHITEBUSHING กระบวนการผลิต (OD≤120MM)
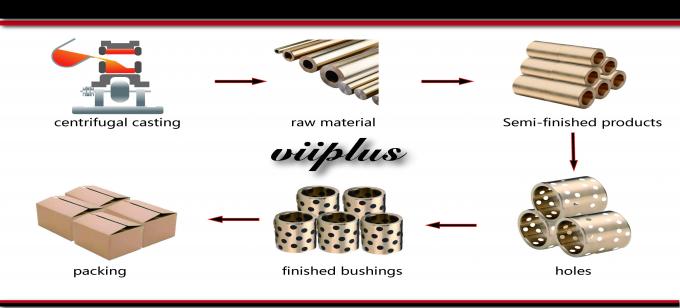
หล่อ BRONZE PLUGGED GRAPHITEBUSHING กระบวนการผลิต (OD> 120 มม.)
กระบวนการผลิตวัสดุกระบวนการหล่อตลับลูกปืนกราไฟท์บรอนซ์
หล่อบรอนซ์กราไฟท์ปลั๊กน้ำมัน oiles ให้การบำรุงรักษาฟรีแบริ่งแก้ปัญหาโดยเฉพาะอย่างยิ่งสำหรับโหลดสูงไม่ต่อเนื่องของการเคลื่อนไหวสั่นแบกน้ำมัน oiles เสียบกราไฟท์ที่ทำจากวัสดุฐานโลหะผสมทองแดงหล่อด้วยสารหล่อลื่นแข็งพิเศษเสียบ โลหะฐานทนต่อภาระสูงและกราไฟท์ให้การหล่อลื่นด้วยตนเอง แบริ่งน้ำมันประเภทนี้แสดงถึงประสิทธิภาพที่ยอดเยี่ยมโดยไม่ต้องหล่อลื่นล่วงหน้าภายใต้สภาวะอุณหภูมิสูง / ต่ำมากด้วยความเร็วต่ำ
หล่ออย่างต่อเนื่อง
การหล่อแบบต่อเนื่องเป็นวิธีการขั้นสูงในการหล่อโลหะที่หลอมเหลวเทลงในแม่พิมพ์โลหะพิเศษที่เรียกว่าแม่พิมพ์ การหล่อแบบหล่อ (ห่อหุ้ม) จะถูกดึงออกมาจากปลายอีกด้านอย่างต่อเนื่องการพัฒนาการหล่อแบบต่อเนื่องเป็นวิธีการที่สำคัญในการปรับโครงสร้างของอุตสาหกรรมโลหะของจีนซึ่งจะเปลี่ยนประสิทธิภาพต่ำและการบริโภควัสดุโลหะของจีน การผลิตและส่งเสริมการพัฒนาโครงสร้างผลิตภัณฑ์ไปสู่ทิศทางของความเชี่ยวชาญการพัฒนาเทคโนโลยีการหล่ออย่างต่อเนื่องขั้นสูงเช่นการหล่ออย่างต่อเนื่องใกล้ขั้นสุดท้ายการหล่อผลึกเดี่ยวอย่างต่อเนื่องการหล่อแบบต่อเนื่องที่มีประสิทธิภาพสูงและการชาร์จร้อนของแท่งเหล็กแท่ง ใช้งานมากและจะส่งเสริมการพัฒนาชุดของวัสดุใหม่
- การหล่อแบบแรงเหวี่ยง
การหล่อแบบแรงเหวี่ยงเป็นเทคนิคและวิธีการเทโลหะเหลวลงในแม่พิมพ์หมุนอย่างรวดเร็วเพื่อเติมแม่พิมพ์และแบบหล่อเนื่องจากการเคลื่อนไหวแบบแรงเหวี่ยงโลหะเหลวสามารถเติมแม่พิมพ์ได้ดีในแนวรัศมีและรูปแบบพื้นผิวฟรีของ หล่อหลุมในทรงกระบอกสามารถรับได้โดยไม่ต้องแกนช่วยในการลบก๊าซและการรวมจากโลหะเหลวช่วยให้กระบวนการตกผลึกของโลหะจึงช่วยปรับปรุงคุณสมบัติทางกลและทางกายภาพของการหล่อ
ลักษณะและข้อดี
บำรุงรักษาฟรี
ตนเองหล่อลื่น
การใช้งานที่ยากต่อการเพิ่มน้ำมันหล่อลื่น / จารบี
โหลดหนักและความเร็วต่ำ
ประเภทของตลับลูกปืนทองแดง
l รูปแบบแบริ่งสั่งทำ:
l บูชตรง
l บูชแปลน
l สวมใส่แผ่น
l เครื่องซักผ้าแทง
l บรอนซ์ไม่มีกราไฟท์
l บรอนซ์ w / กราไฟท์
l บูชที่กำหนดเอง: ชิ้นส่วนพิเศษตาม ISO, DIN หรือการออกแบบของลูกค้า, โลหะผสมพิเศษ
ใบสมัคร
บูชหล่อลื่นตนเองที่ใช้ในชุดตายแม่พิมพ์ปั๊มโลหะแม่พิมพ์เครื่องจักรพิเศษและเครื่องจักรกลหนักทุกประเภท
การย่อยสลายวัสดุและคุณสมบัติ
- ชิ้นส่วนบรอนซ์กลึง
- ผลิตตามแบบของลูกค้า
- การผลิตแบบบูรณาการ
- บริการระหว่างประเทศ
- ประสบการณ์แบริ่งบรอนซ์หล่อลื่นด้วยตนเอง
ตลับลูกปืนหล่อบรอนซ์เป็นตลับลูกปืนธรรมดาหล่อลื่นด้วยตนเองที่ผลิตโดยเรา หลักการพื้นฐานของตลับลูกปืนแบบบรอนซ์เป็นผลิตภัณฑ์หล่อลื่นที่มีประสิทธิภาพสูงพร้อมสารหล่อลื่นของแข็งคอมโพสิตแกรไฟต์และ MoS2 ที่ฝังอยู่ในเมทริกซ์โลหะ มันผ่านการหล่อลื่นแบริ่งทั่วไปโดยข้อ จำกัด ฟิล์มน้ำมัน ในกระบวนการใช้งานผ่านความร้อนแรงเสียดทานเพื่อให้น้ำมันหล่อลื่นแข็งและแรงเสียดทานเพลา, การก่อตัวของน้ำมัน, การอยู่ร่วมกันของผงหล่อลื่นสภาพที่ดีไม่เพียง แต่การเก็บรักษาเพลาป้องกันไม่สวมใส่และทำให้ลักษณะการหล่อลื่นที่มั่นคงตลอดไป . ความแข็งของมันสูงกว่าปลอกทองแดงทั่วไปหนึ่งครั้งคุณสมบัติต้านทานการสึกหรอก็เช่นเดียวกัน ปัจจุบันมีการใช้กันอย่างแพร่หลายในเครื่องหล่อโลหะต่อเนื่องสนับสนุนรถไฟอุปกรณ์รีดเหล็กเครื่องจักรทำเหมืองเรือกังหันก๊าซและอุณหภูมิสูงอื่น ๆ โหลดสูงความเร็วสูงภาระหนักต่ำและโอกาสอื่น ๆ
อันดับแรกเราขอแนะนำกระบวนการหล่อแบบธรรมดาสำหรับตลับลูกปืนทองแดง พวกเขาหล่อทรายหล่อแบบแรงเหวี่ยงและหล่ออย่างต่อเนื่อง
(1) การหล่อแบบแรงเหวี่ยง: เป็นวิธีการหล่อแข็งโดยการเทของเหลวโลหะลงในแม่พิมพ์หมุนและเติมแม่พิมพ์ด้วยแรงเหวี่ยง การไหลของกระบวนการ: ข้อดีลักษณะกระบวนการ: 1. แทบจะไม่มีการบริโภคโลหะของระบบเทและระบบไรเซอร์เพื่อปรับปรุงอัตราการส่งออกของกระบวนการ 2. 2. การหล่อกลวงสามารถผลิตได้โดยไม่ต้องมีแกนกลางดังนั้นความสามารถในการเติมโลหะสามารถเพิ่มขึ้นอย่างมากในการผลิตการหล่อแบบท่อยาว 3. ความหนาแน่นในการหล่อสูงข้อบกพร่องเล็กน้อยเช่นความพรุนและการรวมตะกรันและคุณสมบัติเชิงกลสูง 4. มีความสะดวกในการผลิตการหล่อโลหะคอมโพสิตของกระบอกและแขน ข้อเสีย: 1. มีข้อ จำกัด บางประการในการผลิตการหล่อแบบพิเศษ; 2. เส้นผ่าศูนย์กลางภายในของรูหล่อไม่ถูกต้องพื้นผิวของรูด้านในหยาบคุณภาพไม่ดีและค่าเผื่อการตัดเฉือนมีขนาดใหญ่ 3. การหล่อนั้นง่ายในการแยกแรงโน้มถ่วงเฉพาะ การใช้งาน: การหล่อแบบแรงเหวี่ยงถูกใช้ครั้งแรกในการผลิตท่อหล่อ เทคโนโลยีการหล่อแบบแรงเหวี่ยงถูกนำมาใช้ในงานโลหะ, เหมือง, การขนส่ง, การชลประทานและการระบายน้ำ, การบิน, การป้องกันประเทศ, รถยนต์และอุตสาหกรรมอื่น ๆ ที่บ้านและต่างประเทศในการผลิตเหล็ก, หล่อและโลหะผสมคาร์บอนที่ไม่ใช่เหล็ก ในหมู่พวกเขาท่อเหล็กหล่อแบบแรงเหวี่ยงซับสูบเครื่องยนต์สันดาปภายในและปลอกแขนเป็นที่นิยมที่สุดในการหล่อ
การหล่ออย่างต่อเนื่อง: วิธีการหล่อขั้นสูงซึ่งโลหะเหลวจะถูกเทลงในแม่พิมพ์โลหะพิเศษที่เรียกว่าแม่พิมพ์ การหล่อแบบหล่อ (ห่อหุ้ม) จะถูกดึงออกจากแม่พิมพ์อย่างต่อเนื่องเพื่อให้ได้การหล่อที่มีความยาวหรือความยาวเฉพาะ 1. เนื่องจากโลหะถูกทำให้เย็นอย่างรวดเร็วผลึกนั้นมีความหนาแน่นโครงสร้างมีความสม่ำเสมอและสมบัติเชิงกลดี 2. ประหยัดโลหะและเพิ่มผลผลิต 3 ลดความซับซ้อนของกระบวนการกำจัดการสร้างแบบจำลองและกระบวนการอื่น ๆ ซึ่งจะช่วยลดความเข้มแรงงาน พื้นที่การผลิตที่ต้องการก็ลดลงอย่างมากเช่นกัน 4 การผลิตการหล่ออย่างต่อเนื่องเป็นเรื่องง่ายที่จะบรรลุกลไกและระบบอัตโนมัติปรับปรุงประสิทธิภาพการผลิต การใช้งาน: วิธีการหล่ออย่างต่อเนื่องสามารถใช้ในการหล่อเหล็ก, เหล็ก, โลหะผสมทองแดง, โลหะผสมอลูมิเนียม, โลหะผสมแมกนีเซียมและการหล่อยาวอื่น ๆ ที่มีรูปร่างส่วนเดียวกันเช่นก้อนโลหะพื้น, บาร์, ท่อ, ฯลฯ
วิธีที่ดีที่สุดในการพิจารณาว่าวิธีการคัดเลือกแบบใดที่ดีที่สุดสำหรับโครงการของคุณคือปรึกษาวิศวกรฝ่ายขายที่มีประสบการณ์ของเรา พวกเขาจะศึกษาแต่ละปัจจัยที่เกี่ยวข้องกับโครงการของคุณและแนะนำวิธีการหล่อแขนทองแดง, เพลา, และส่วนประกอบสำหรับความต้องการส่วนบุคคลของคุณ หากต้องการติดต่อวิศวกรฝ่ายขายของเราโปรดคลิกที่ลิงค์ด้านล่าง ติดต่อวิศวกรฝ่ายขายของเรา
ข้อมูลทางเทคนิค
เกรด JDB-10 JDB-20 JDB-30 JDB-40 JDB-50 วัสดุ CuZn25Al5 CuSn5Pb5Zn5 CuAI10Ni5Fe5 HT250 CuSn12 ความหนาแน่น 8 8.9 7.8 7.35 8.9 ความแข็ง ≥210 ≥70 ≥150 ≥160 ≥75 แรงดึง ≥750 ≥250 ≥500 ≥150 ≥270 ความแข็งแรงของผลผลิต ≥450 ≥90 ≥260 ≥150 การยืดออก ≥12 ≥13 ≥10 ≥12 ≥5 สัมประสิทธิ์การขยายตัวเชิงเส้น 1.9 × 10-5 / ℃ 1.8 × 10-5 / ℃ 1.6 × 10-5 / ℃ 0.8 × 10-5 / ℃ 1.8 × 10-5 / ℃ Max.Temp -40 ~ + 300 ℃ -40 ~ + 400 ℃ -40 ~ + 400 ℃ -40 ~ + 150 ℃ -40 ~ + 400 ℃ โหลด Max.dynamic 100 60 50 70 70 Max.speed (แห้ง) 15 10 20 0.15 10 N / ตารางมิลลิเมตร * m / s (หล่อลื่น) 200 60 60 0.8 80 ความผิดปกติของการบีบอัด <0.01 มม <0.05 มม <0.04 มม <0.05 มม ผลิตภัณฑ์และแอพพลิเคชั่น
บริษัท VIIPLUS โดยมาตรฐานแห่งชาติของจีนไม่เพียง แต่สามารถใช้ทองแดงผสมกราไฟท์หล่อลื่นด้วยตนเองบุชผลิตวัสดุทองแดงยังสามารถตามสหรัฐอเมริกาสหภาพยุโรปญี่ปุ่นและประเทศอื่น ๆ มาตรฐานทองแดงชุดการผลิต แต่ยังตามลูกค้าพิเศษ ความต้องการสำหรับการพัฒนาวัสดุโลหะผสมทองแดง บริษัท VIIPLUS CHINA สามารถตามแบบของลูกค้าในการผลิตชิ้นส่วนสำเร็จรูปที่มีความแม่นยำ